1. آماده سازی قبل از برش
قبل از شروع سیستم برش ، برای اطمینان از پیشرفت صاف فرآیند برش ، باید یک سری آماده سازی انجام شود.
سخت شدن بدن: بدن از قالب خارج شده است دستگاه بلوک AAC باید در شرایط خاص سخت شود. این مرحله معمولاً در یک محفظه پخت در 70 ~ 50 ℃ انجام می شود و زمان بستگی به فرمول و شرایط فرآیند خاص دارد. بدن سخت شده از استحکام و ثبات خاصی برخوردار است که پایه و اساس عملیات برش بعدی را فراهم می کند.
بازرسی تجهیزات: قبل از برش ، تمام مؤلفه های سیستم برش باید کاملاً مورد بازرسی قرار گیرد. این شامل موتورها ، سیستم های کنترل ، ابزارهای برش ، دستگاه های انتقال و غیره است تا اطمینان حاصل شود که همه مؤلفه ها بدون آسیب یا ناهنجاری در وضعیت خوبی قرار دارند. در عین حال ، همچنین لازم است بررسی کنید که آیا مسیر پیاده روی واگن برقی مسطح و عاری از موانع است تا از پیشرفت صاف روند برش اطمینان حاصل شود.
تنظیم برنامه: با توجه به اندازه و شکل بلوک مورد نیاز ، پارامترهای برش و برنامه برش از طریق سیستم CNC تنظیم می شود. این پارامترها شامل موقعیت برش ، عمق برش ، سرعت برش و غیره است تا اطمینان حاصل شود که بلوک های برش نیازهای طراحی را برآورده می کنند.
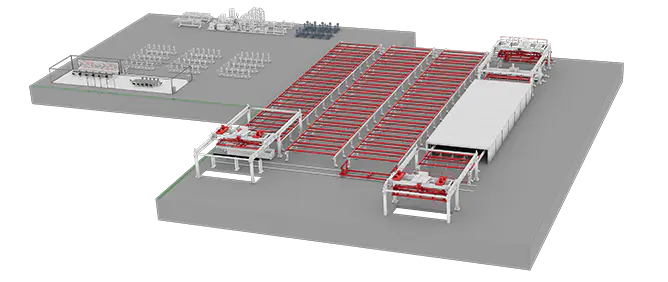
2. گردش کار سیستم برش
موقعیت یابی بدن و حمل و نقل
برش واگن برقی: واگن برقی یک مؤلفه اصلی برای انتقال بدن است. معمولاً توسط یک موتور کاهش هدایت می شود و می تواند به راحتی در طول مسیر ثابت حرکت کند. قبل از برش ، واگن برقی بدن سخت شده را همراه با صفحه جانبی از محفظه پخت و پز می گیرد و آن را به موقعیت شروع خط برش منتقل می کند.
دستگاه موقعیت یابی: برای اطمینان از صحت برش ، سیستم برش معمولاً مجهز به دستگاه های موقعیت یابی است. این دستگاه ها می توانند موقعیت و زاویه بدن را به طور دقیق تنظیم کنند تا آن را در فاصله و زاویه مناسب از ابزار برش نگه دارند.
برش طولی
برش طولی machine: When the cutting trolley transports the body to the position of the longitudinal cutting machine, the longitudinal cutting machine starts working. It is usually equipped with multiple knives and can cut multiple bodies at the same time. By adjusting the position and depth of the knives, blocks of different sizes can be cut.
فرآیند برش: در طی فرآیند برش ، دستگاه برش مطابق برنامه از پیش تعیین شده برش های دقیقی را انجام می دهد. پس از اتمام برش ، واگن برقی برش به جلو و انتقال بدنه برش به روند بعدی ادامه خواهد داد.
برش افقی و دفع زباله
دستگاه برش افقی: هنگامی که چرخ دستی برش خالی را به موقعیت دستگاه برش افقی منتقل می کند ، دستگاه برش افقی شروع به کار می کند. مشابه دستگاه برش طولی ، دستگاه برش افقی نیز مجهز به چاقوهای متعدد است و می تواند چندین لایه را همزمان برش دهد. با تنظیم موقعیت و عمق چاقوها ، می توان بلوک های با عرض های مختلف را قطع کرد.
دفع زباله: در طی فرآیند برش ، برخی از زباله ها (مانند ضایعات برش) تولید می شوند. این ضایعات معمولاً برای استفاده مجدد یا دفع جمع می شوند. برخی از دستگاه های پیشرفته AAC بلوک مجهز به سیستم های بازیافت زباله هستند که می توانند به طور خودکار زباله ها را به یک مکان تعیین شده منتقل و حمل کنند.
حذف پایین و تلنگر
دستگاه حذف پایین: پس از برش ، معمولاً برخی از قسمت های اضافی در قسمت پایین خالی وجود دارد (مانند اثری که در پایین قالب باقی مانده است). به منظور از بین بردن این قسمت ها ، سیستم برش معمولاً مجهز به دستگاه حذف پایین است. این دستگاه می تواند به طور دقیق قسمت پایین خالی را قطع کند تا آن را صاف تر کند.
دستگاه Flipping: به منظور جدا کردن بلوک های برش از چرخ دستی برش و انتقال آنها به فرآیند بعدی (مانند پخت اتوکلاو) ، سیستم برش معمولاً مجهز به دستگاه تلنگر است. این دستگاه می تواند بلوک های روی چرخ دستی برش را بچرخاند تا بتوانند به راحتی بر روی چرخ دستی بخارپز فرود بیایند.
برش مدور
برش واگن برقی: پس از اتمام یک برش ، واگن برقی برش به موقعیت شروع در طول مسیر باز می گردد تا برای برش بعدی آماده شود. سیستم به طور خودکار پارامترها و رویه های برش را برای تأمین نیازهای تولید بلوک در اندازه های مختلف تنظیم می کند.
عملکرد دایره ای: کل فرآیند برش یک فرآیند عملکرد چرخه ای است. تولید مداوم را می توان با انتقال مداوم خالی به خط برش ، برش ، پایین ، چرخاندن و حمل و نقل حاصل کرد.
3. پردازش پس از برش و کنترل کیفیت
پس از اتمام برش ، یک سری کار پردازش و کنترل کیفیت برای بلوک های برش لازم است. این شامل پخت ، تست قدرت ، بازرسی اندازه و غیره از طریق این آثار می توان اطمینان حاصل کرد که بلوک های تولید شده نیازهای طراحی و استانداردهای کیفیت را رعایت می کنند. $ $